Настройка лазерной резки
В процессе наладки-тестирования нового профиля для лазерной резки сюда будут сбрасываться текущие замечания. В дальнейшем переработаем их в полноценную инструкцию.
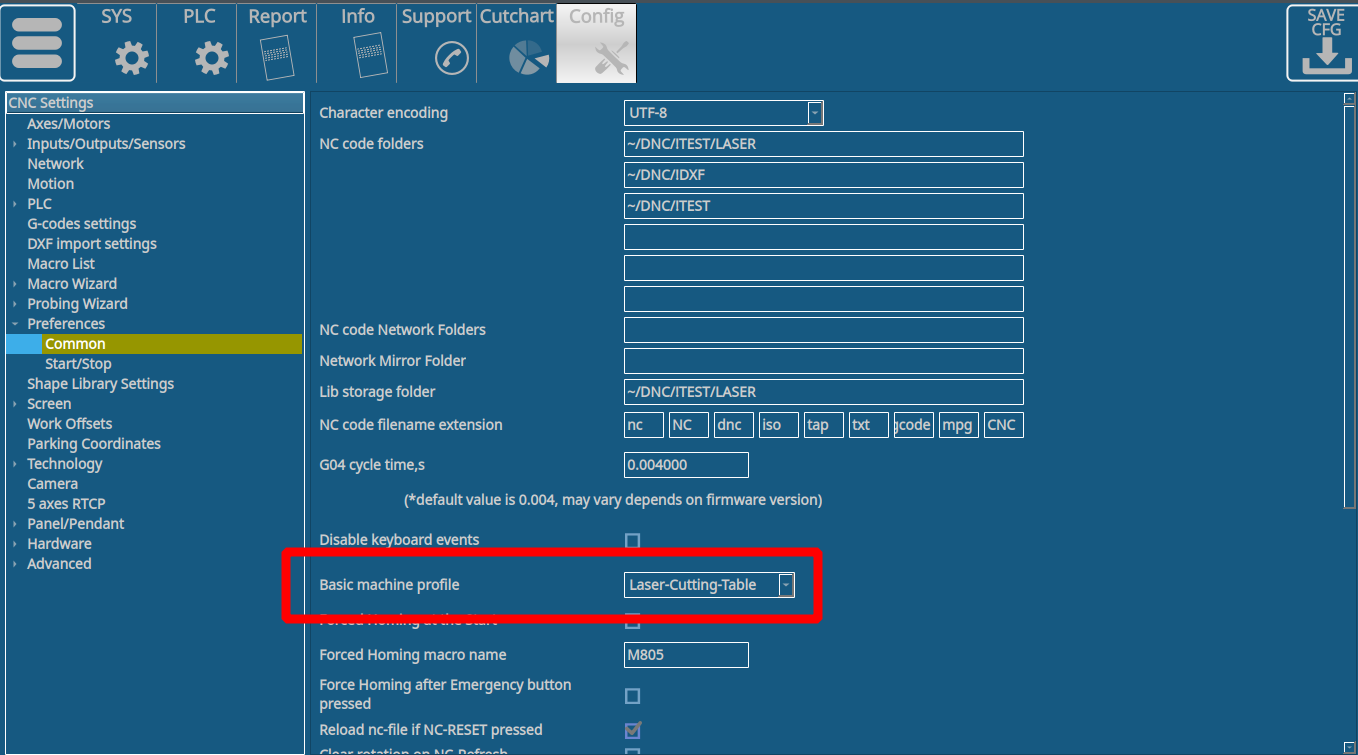
Preferences→Common→Basic machine profile поставить в Laser-Cutting-Table
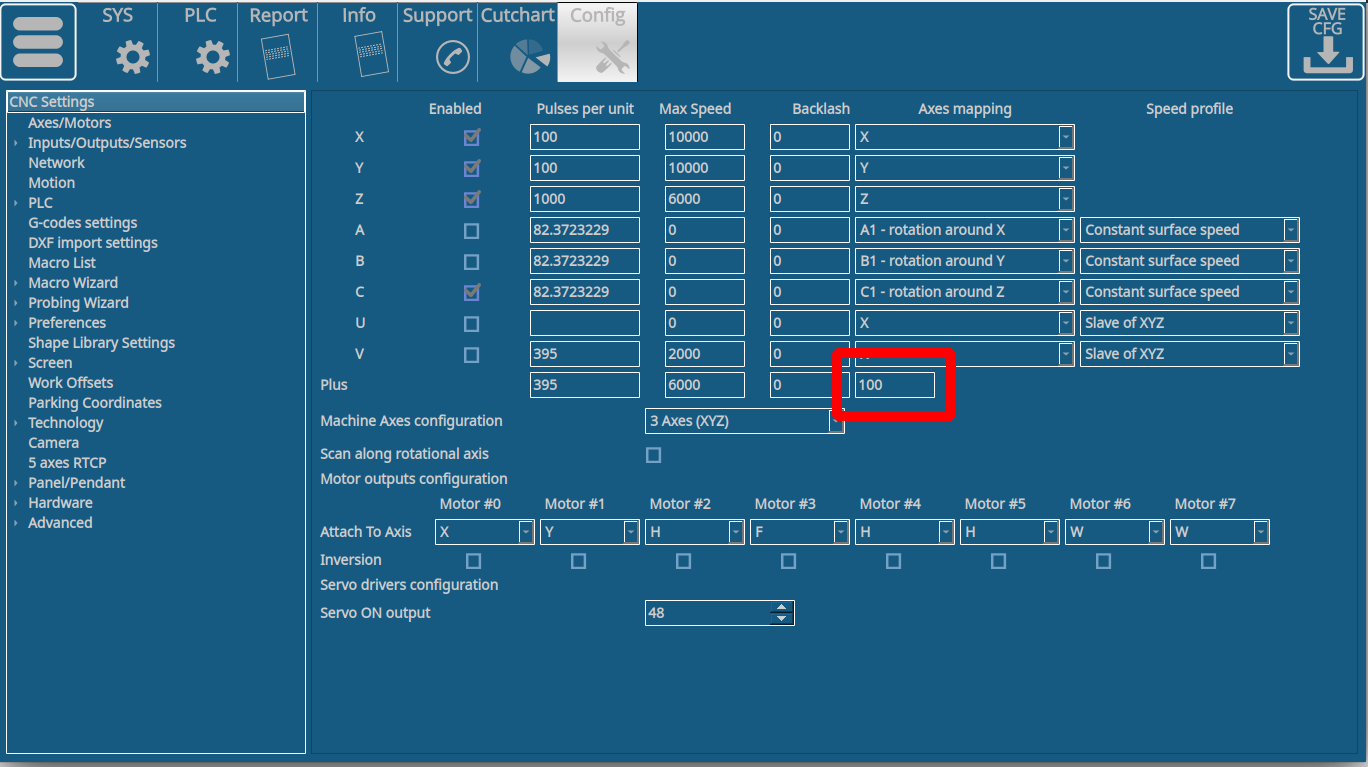
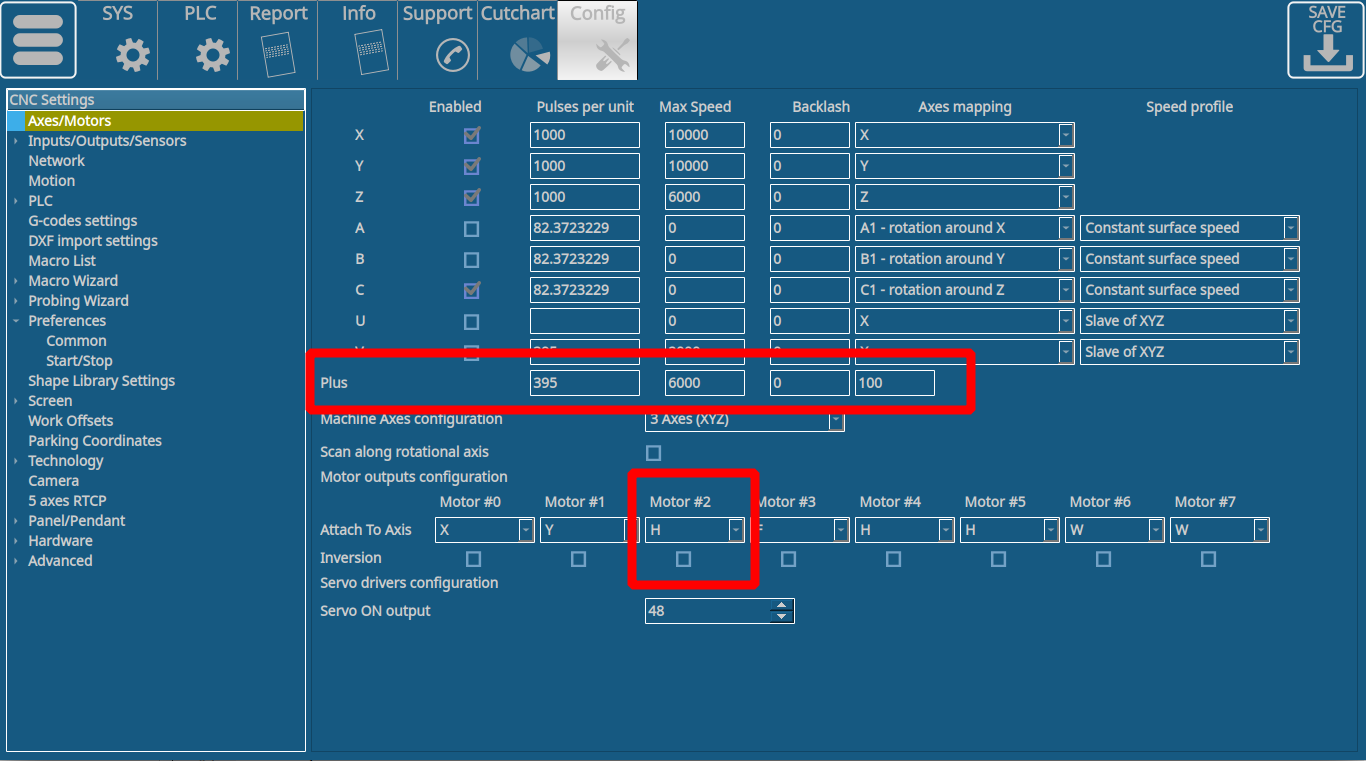
Для регулировки высотой резака используется ось “AxisPlus” (символ H при выборе оси) Параметры для pulse-mm, максимальной скорости и времени разгона (в мс) и выбор оси ставятся в соответствующих полях.
Для работы оси H (Height) необходимо выполнить калибровку, при которой система определяет соотношение показаний датчика высоты и реальной высоты резака.
Процедура калибровки реализована в PLC процедуре M275
Процедура калибровки
- Резак движется вниз до касания листа,
- В точке касания сбрасывает координату высоты в 0,
- Начинает движение вверх и регистрирует синхронные значения датчика высоты и реальной координаты H относительно листа.
#include vars.h
#include pins.h
do_laser_probing()
{
gvarset(8341,500); //AxisPlus Jog Speed 100mm/min
gvarset(8342,5); //AxisPlus Jog Accel Time 0.005sec
timer=0;
slow=0;
gvarset(8340,0-1); //AxisPlus Jog Negative Direction
do{
a=gvarget(7203);
if (slow==0)
{
if (a<800)
{
gvarset(8341,50); //AxisPlus Jog Speed 100mm/min
gvarset(8340,0-1); //AxisPlus Jog Negative Direction
slow=1;
};
};
if (a<16)
{
timer=200000;
};
timer++;
}while(timer<100000);
gvarset(8342,5); //AxisPlus Jog Accel Time 0.002sec
gvarset(8340,0); //AxisPlus Jog Stop
timer=0;
do
{
a=gvarget(8332);
timer++;
}while(a!=0);
pwm02=timer;
gvarset(9717,0); //Set coordinate =0
timer=10; do { timer--; }while(time>0);
};
do_laser_calibration()
{
gvarset(5740,999);
timer=10; do { timer--; }while(time>0);
timer=200; do { timer--; }while(time>0);
timer=0;
gvarset(5539,1);
gvarset(8330,100); //Speed
gvarset(8331,500); //Accel Time
g0moveA(0x0,0x80,3000);//Axis Plus
do
{
a=gvarget(8332);
timer++;
if ((timer&0xf)==0)
{
gvarset(5731,0); //Save Position Log Every 32ms
};
}while(a!=0);
gvarset(5740,998);
timer=10; do { timer--; }while(time>0);
};
main()
{
gvarset(8030,0); //THC Deactivate
do_laser_probing();
do_laser_calibration();
exit(99);
};
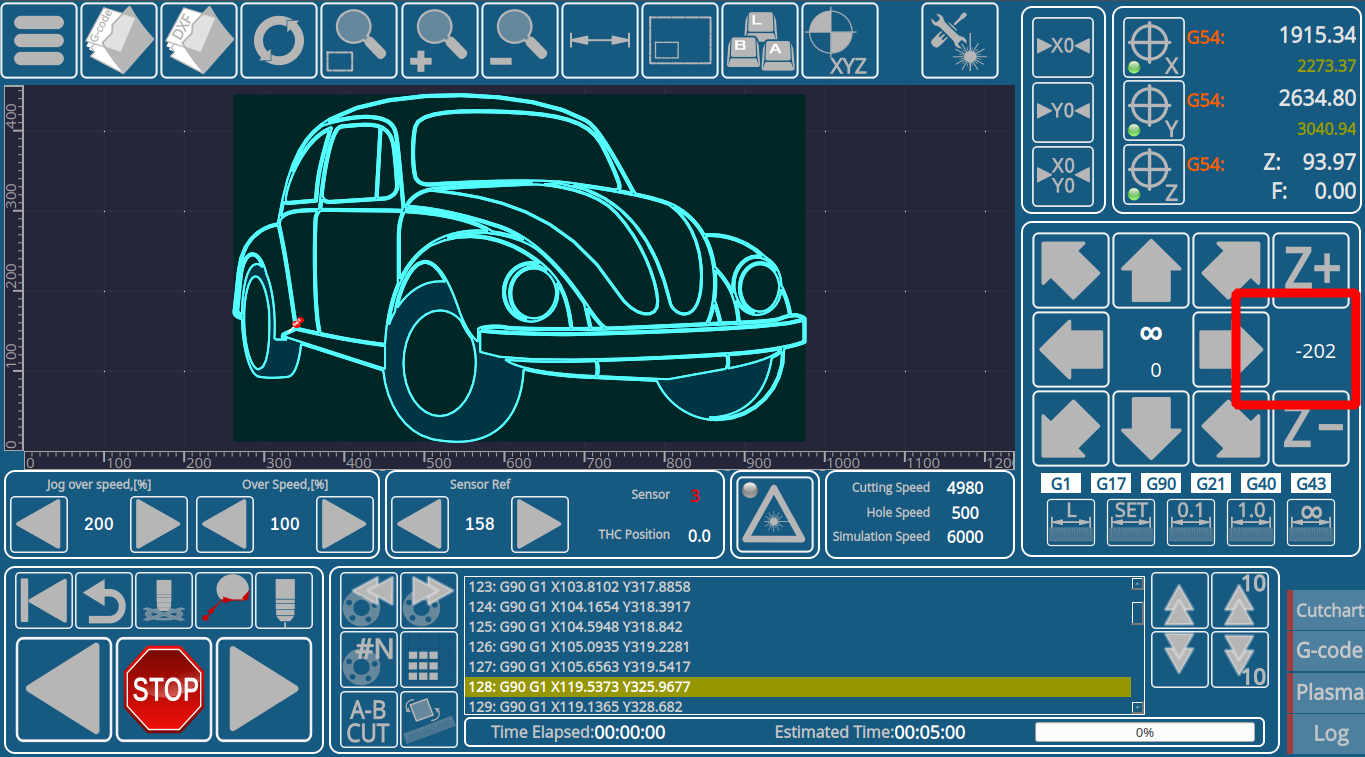
Для индикации скорости по оси высоты “H” используется глобальная переменная 8701. При ручной переделке профиля под лазерную резки (или под плазменную резку с использованием оси H) необходимо поправить элемент отображения display-motion-speed-Z на display-cnc-gvariable-8701
<gitem where="x-jog" position="250;90" width="80" height="80" displayWidth="90" fontSize="20" format="%d" type="display" deviation="1" labelFontSize="14" tooltip="Current z-axis speed" tooltip_ru="Текущая скорость по оси Z" name="display-cnc-gvariable-8701" fgColor="##f-display" bgColor="##b-display" />
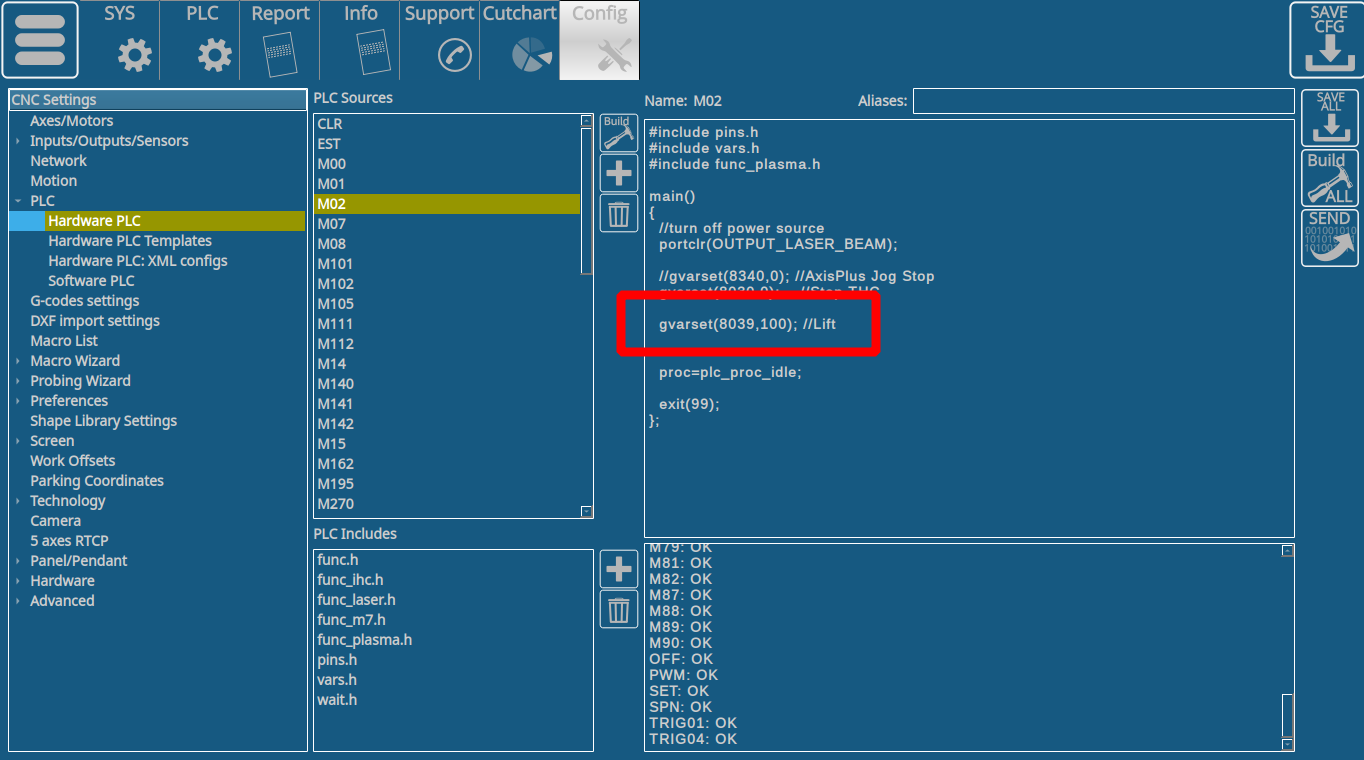
При остановке резки по команде, кнопке Стоп, или окончании программы может использоваться автоматический подъем лазерной головы - Lift.
Функция включается записью в регистр 8039 значения 100
gvarset(8039,100);
Для скорости Lift берется значение Rapid Speed для оси Z
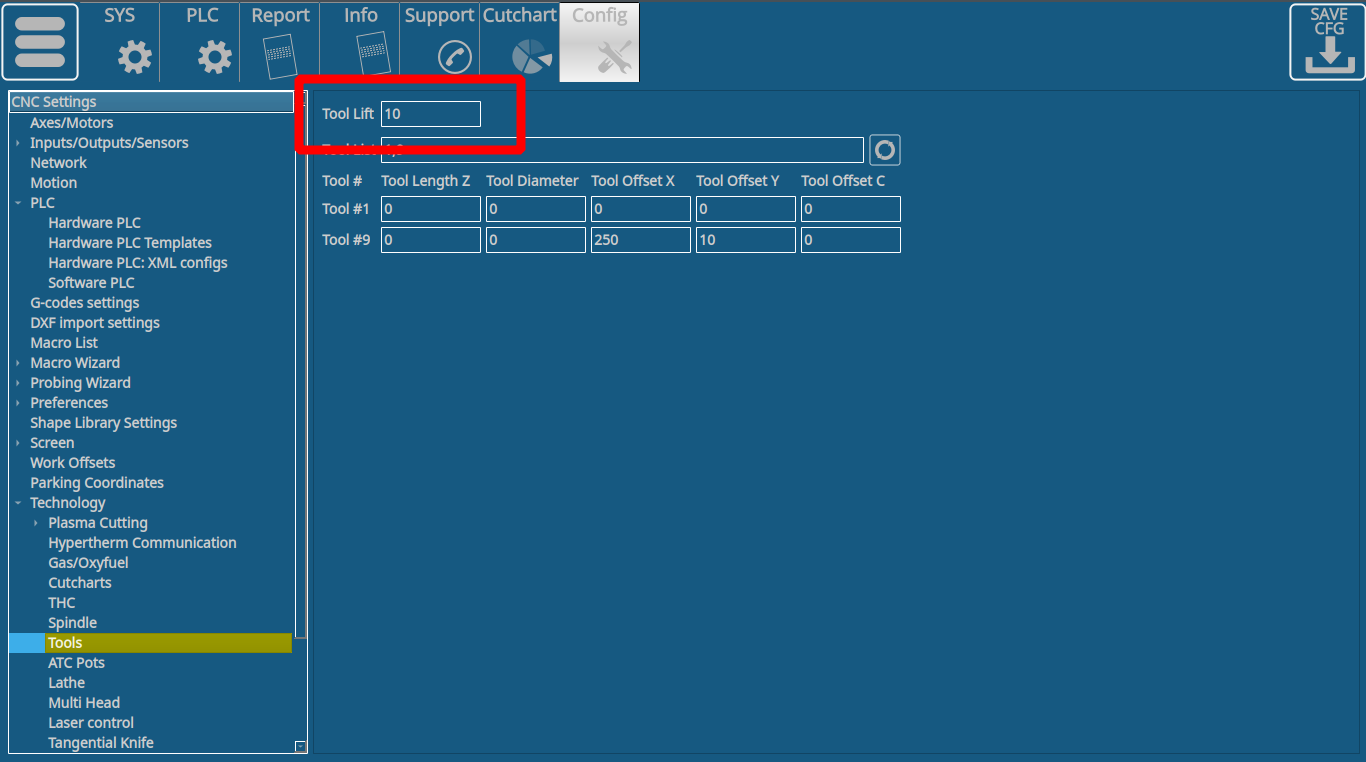
Высота Lift расположена в регистре 7030, также ее можно изменить в настройках инструментов
Скорость джога оси H берется из регистра 8060 (GVAR_AXPLUS_JOGSPEED). Если в регистре 8060 нулевое значение, тогда будет использовано значение значение скорости джога для оси Z
Рекомендуется в профиле определить независимое значение для джога H (8060).
Ускорение для ручных перемещений H определено в настройках Axes/Motors для оси Plus. Если в поле присутствует нулевое значение, то будет использована величина ускорения для оси Z.