Aliases (Синонимы) для PLC процедуры
Предположим, в профиле для плазменной резки имеются М-процедуры для включения-выключения резки -
- М71 - включение резки
- М74 - выключение резки
Что делать, если требуется выполнить G-код, в котором для выключения-выключения резки используются коды М3/М5.
По этим кодам необходимо сделать то же самое действие, что по имеющимся М71/М74. В этом случае есть 2 варианта решения (плохой и хороший :).
- В PLC Builder создать две процедуры М3 и М5 и скопировать исходный код из М71 в М3 (включение), из М74 в М5. Затем перестроить (rebuild) PLC и прослать в контроллер. Минусом такого метода является то, что при необходимости подправить код в одной из процедур (например М71), надо будет делать точно такие же исправления и в М3.
- Назначить М3 как “синоним” (Alias) для М71, а М5 как “синоним” (Alias) к М74. Тогда при редактировании и компиляции М71 система myCNC будет автоматически создавать идентичный код для обоих процедур М71 и М3.
Ниже показана последовательность действий для создания Alias (синонимов):
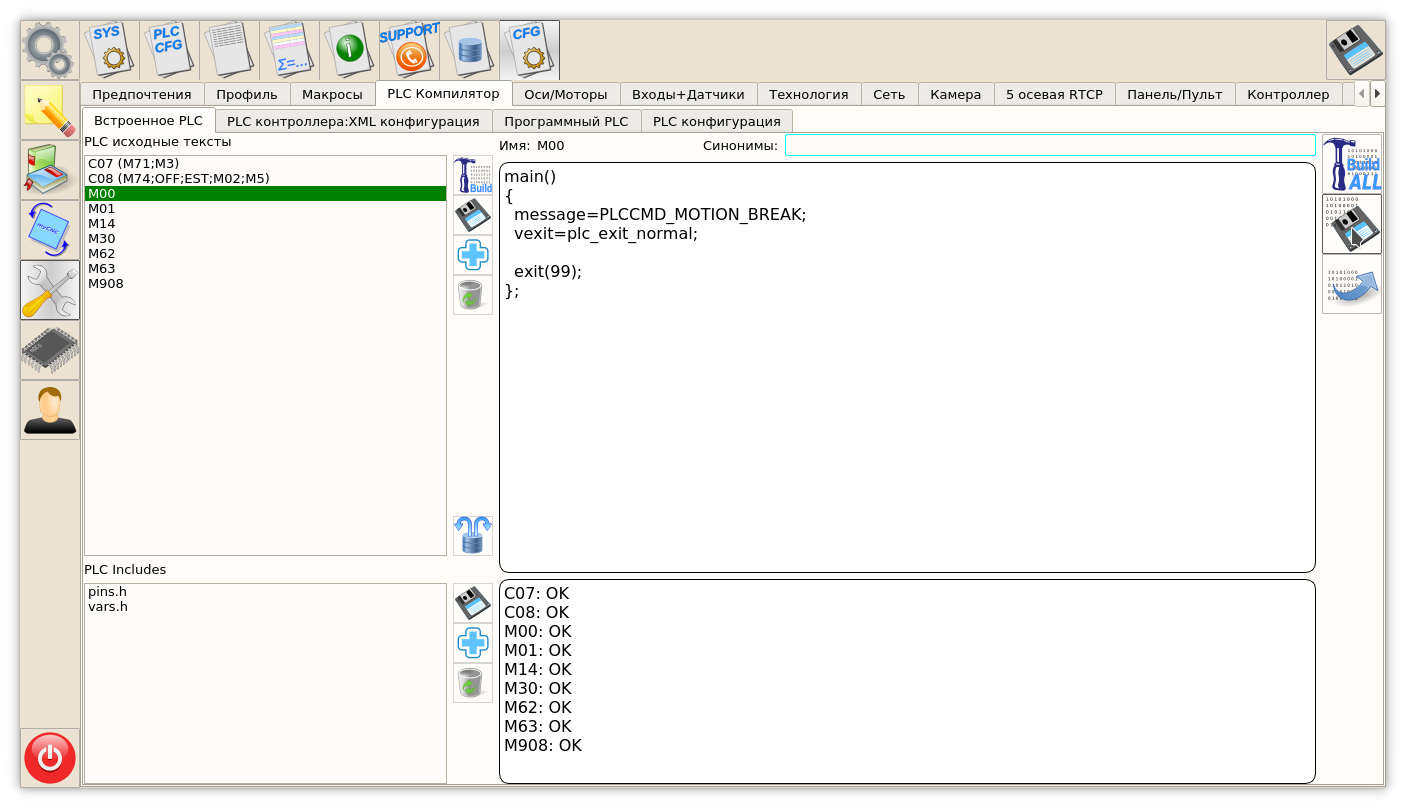
- Войти в PLC builder (Настройки-Cfg-PLC Компилятор-Встроенное PLC)
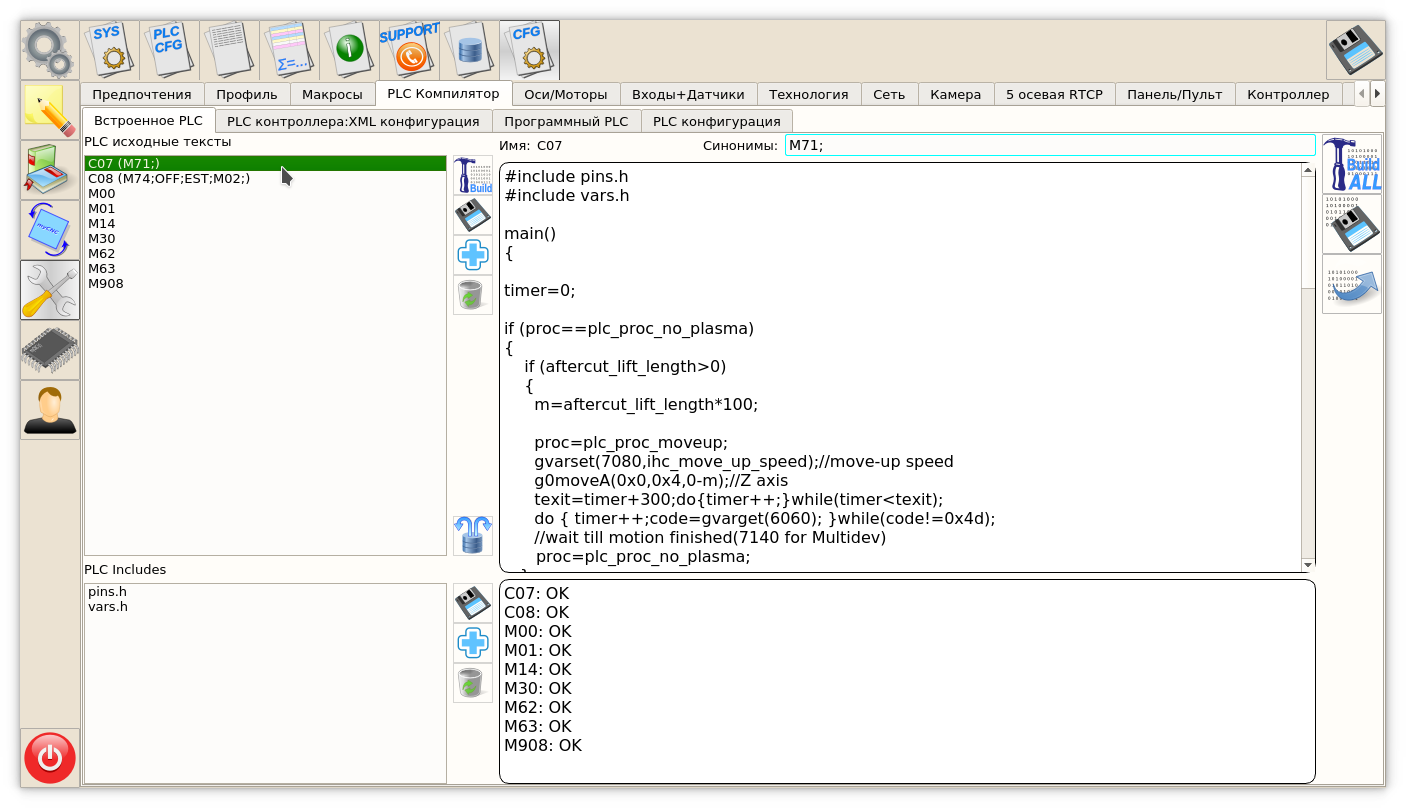
- Выделить (кликнуть) в окне PLC исходные тексты строку с Процедурой М71
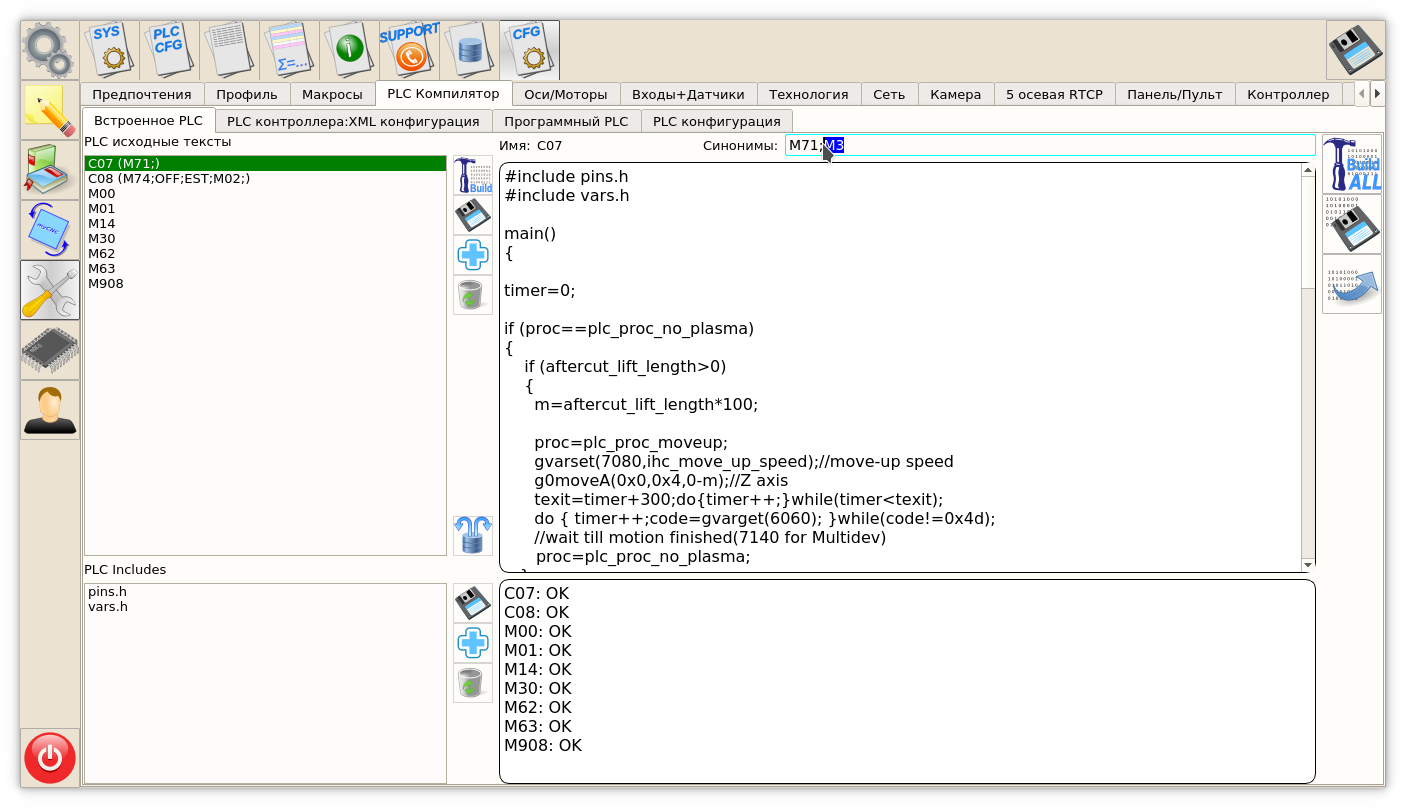
- В правой части сверху - поле ввода Синонимы ввести имя процедуры М3 (если там уже есть другие синонимы, то добавить М3 через разделитель “;”
- Выделить (кликнуть) в окне PLC исходные тексты любую другую строку и проверить, что в строке с М71 в скобках появилось М3
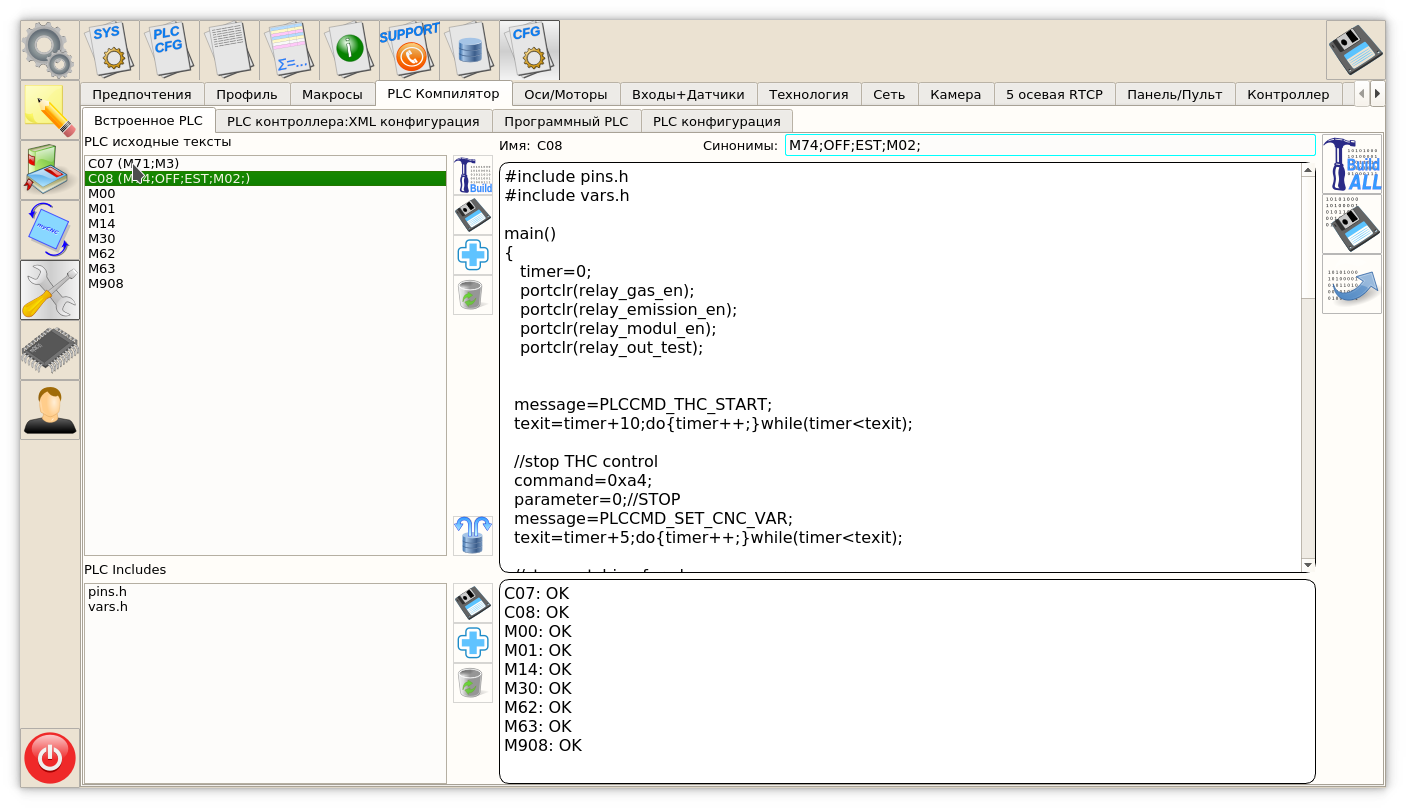
- Сделать подобное действие с М74 и добавить М5 в синонимы
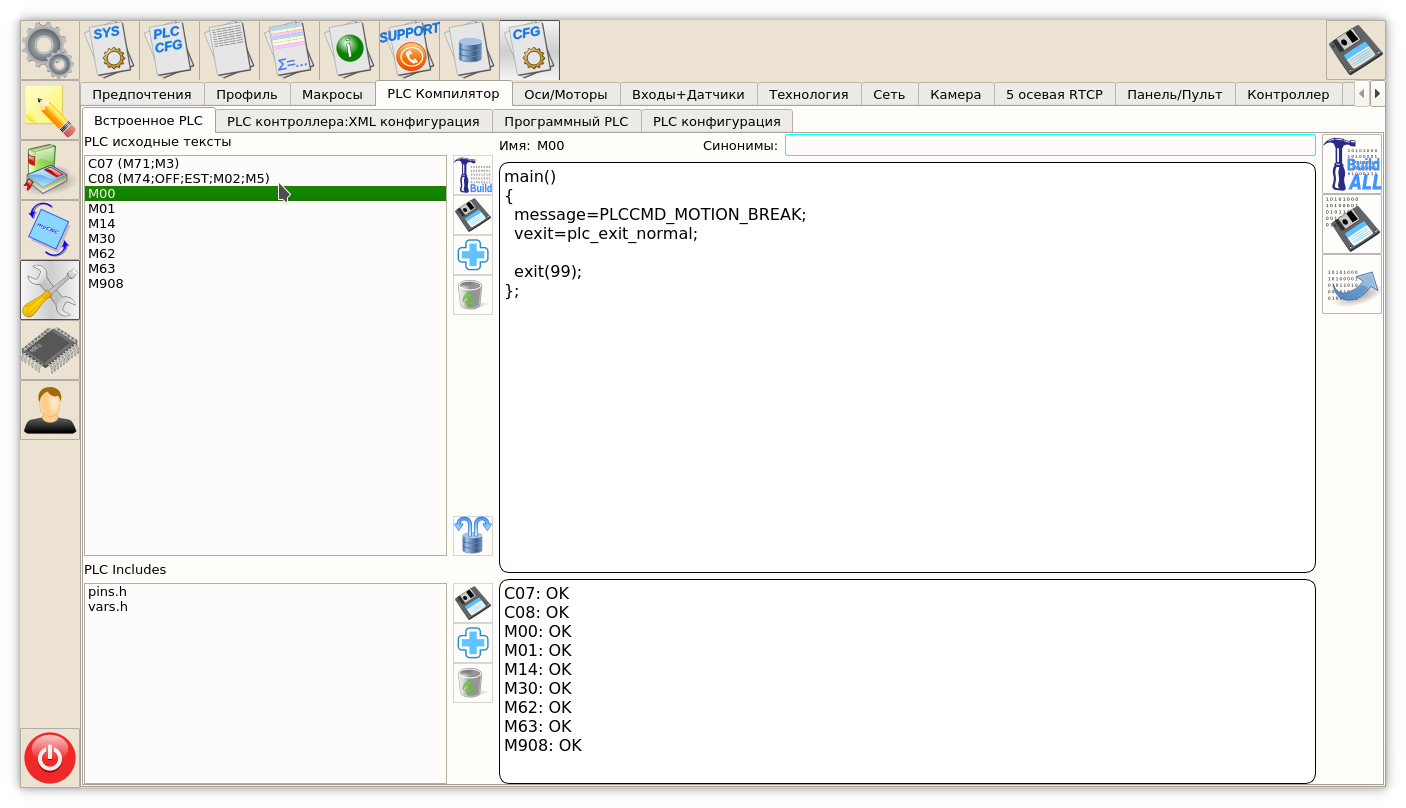
- Нажать последовательно 3 кнопки в правой части экрана - Build All, Сохранить, Отослать

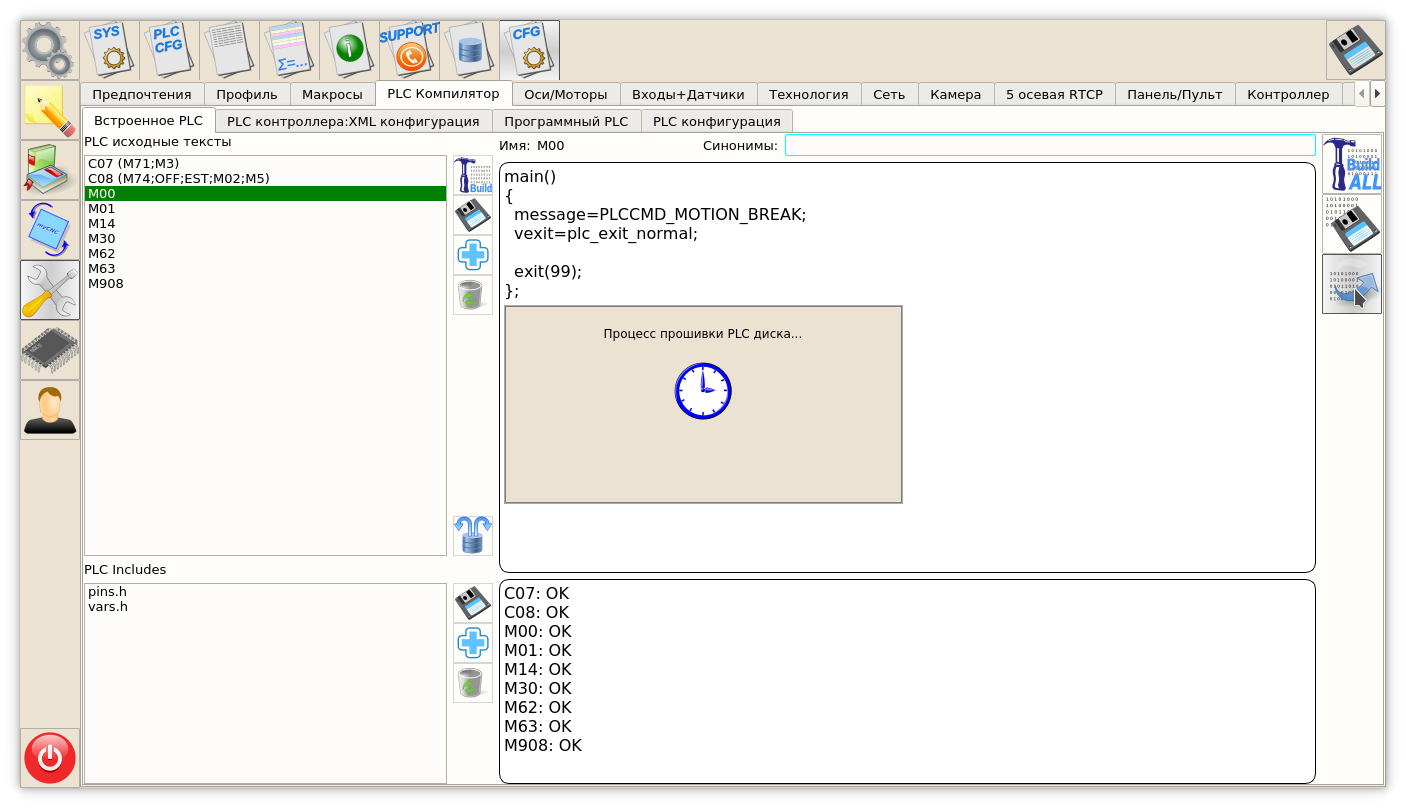







Процедуры М3 и М5 готовы к работе!